Extended Catalogue Item
Available to order — typical 14‑day delivery. Enquiries welcome.

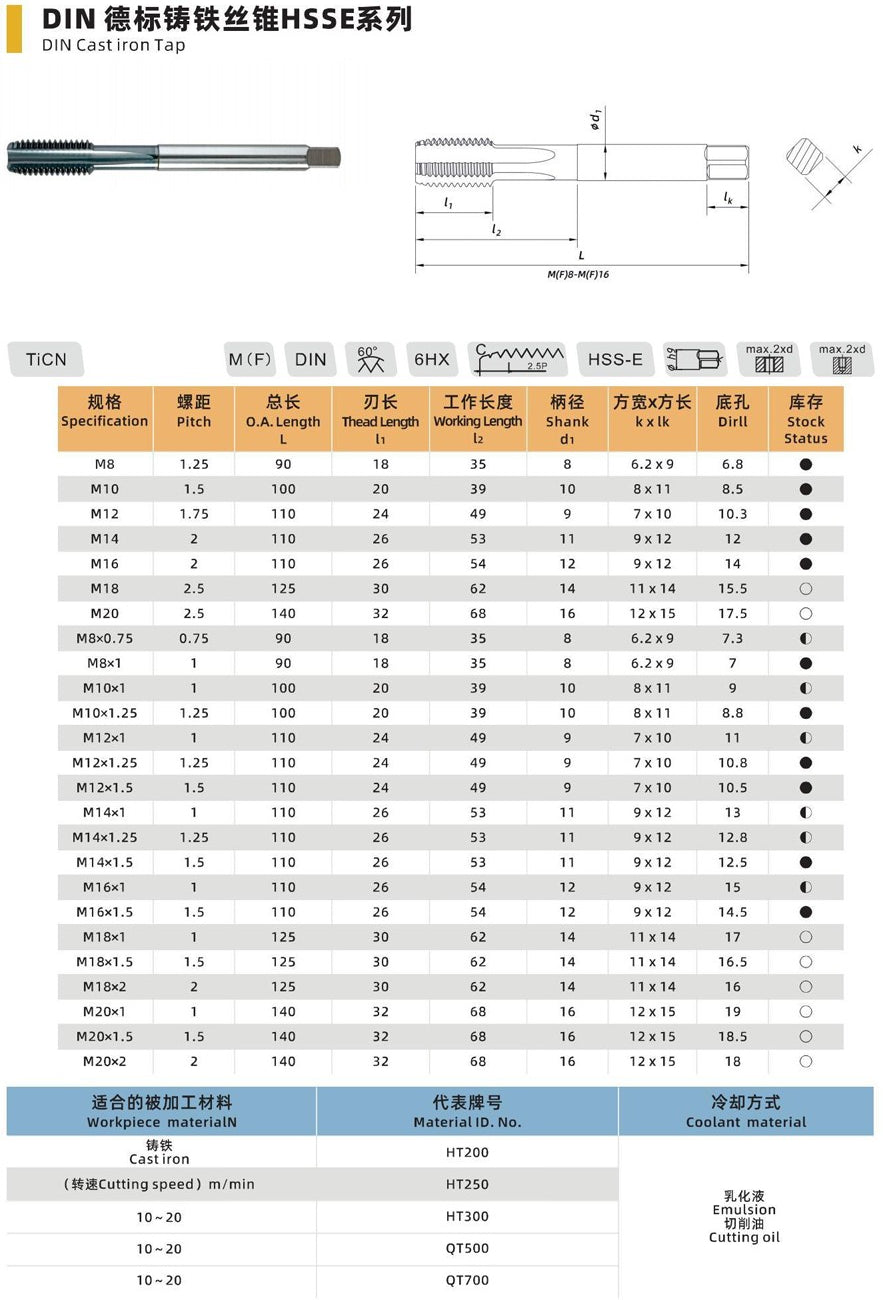
DIN Cast Iron Tap HSS-E - M8 to M20x2
DIN Cast Iron Tap HSS-E - M8 to M20x2
DIN Cast Iron Tap HSS-E
High-speed steel extra (HSS-E) taps manufactured to DIN standards for medium metric threading, specifically designed for threading cast iron. TiCN-coated for extended tool life. Optimized geometry for brittle materials that produce short, discontinuous chips.
Specifications:
- Material: HSS-E (High-Speed Steel Extra)
- Standard: DIN (German Institute for Standardization)
- Type: Cast Iron Tap
- Coating: TiCN (Titanium Carbonitride)
- Thread Standard: Metric M (F)
- Point Angle: 60°
- Shank Type: 6HX (Hexagonal)
- Helix Angle: 2.5°
- Chamfer: max 2xd
Available Sizes:
M8, M10, M12, M14, M16, M18, M20, M8x0.75, M8x1, M10x1, M10x1.25, M12x1, M12x1.25, M12x1.5, M14x1, M14x1.25, M14x1.5, M16x1, M16x1.5, M18x1, M18x1.5, M18x2, M20x1, M20x1.5, M20x2
Workpiece Materials:
Cast iron (cutting speed 10-20 m/min) - Material ID: HT200, HT250, HT300, QT500, QT700. Recommended coolant: Emulsion cutting oil.
Technical Notes:
- Specifically designed for cast iron and other brittle materials
- 2.5° helix angle optimized for short, discontinuous chip formation
- HSS-E construction provides heat resistance and durability
- TiCN coating reduces friction and extends tool life
- 6HX hexagonal shank for secure tool holding
- Conforms to DIN dimensional standards
- Max 2xd chamfer for cast iron applications
- Comprehensive range includes both standard and fine pitch options
Applications:
Specifically designed for threading cast iron, including gray cast iron (HT200, HT250, HT300), ductile iron (QT500, QT700), and malleable iron. Also suitable for other brittle materials that produce short chips. Recommended cutting speed: 10-20 m/min with emulsion cutting oil. Not recommended for ductile materials like steel or aluminum - use standard spiral flute or spiral point taps for those materials.
For Technical Information & Trouble Shooting click here